
In the digital textile printing industry, a roll of sublimation paper may seem like a simple production consumable. However, the final printing performance is not determined by paper quality alone. It is also closely related to the production process, packaging and transportation, storage environment, and actual application conditions.
As a company specializing in the R&D and manufacturing of digital printing consumables, Hanrun Paper owns its independent production facilities and has established a comprehensive production management system and quality control process. From raw material sourcing, manufacturing, and performance testing to packaging, transportation, and customer application guidance, every stage is carried out according to strict standards.
At the same time, Hanrun Paper has obtained international quality management system certification (ISO) and continuously optimizes its production processes to ensure that every batch of sublimation paper delivers consistent quality performance, providing reliable and efficient digital textile printing solutions for customers worldwide.

The stability of sublimation paper does not start from the packaging stage; it runs throughout the entire production process.
Hanrun Paper adopts an independent production model and manages every stage of sublimation paper manufacturing, including:
Raw material selection and supply chain management
Coating formulation and production process control
Paper smoothness and ink absorption performance testing
Batch consistency testing
Finished product performance inspection
Hanrun Paper’s standardized production process and strict quality management system ensure consistency between different production batches in terms of ink absorption, drying speed, and transfer performance.
Sublimation transfer paper is highly sensitive to moisture. During transportation and storage, exposure to humidity may affect paper flatness, coating performance, and printing results.
Hanrun strictly controls the packaging process. Before packaging, every roll of sublimation paper is placed with a desiccant and sealed in a PE plastic bag to effectively prevent external moisture from entering.
According to different roll length specifications, Hanrun Paper adopts different packaging solutions:
Core protection bag → End caps → Paper box → Tape sealing
Stretch film → End caps → Kraft paper → Tape sealing
Auxiliary materials such as end caps, paper cores, and cartons are all subject to classified quality control according to the quality management system.
The weight of the end caps is adjusted according to the roll length, ranging from ≥19g to ≥40g. The thickness of the paper core can be reinforced up to ≥1cm, ensuring that the product remains stable and resistant to deformation during transportation, handling, and long-term storage.

Sublimation paper is highly sensitive to changes in environmental humidity.
Excessive humidity may cause the paper to absorb moisture and affect coating performance, while an overly dry environment may cause paper curling and influence feeding stability during printing.
Based on years of industry experience, Hanrun Paper recommends storing sublimation paper in a dark, cool, and dry environment:
Environmental humidity: 40%-70% RH
Temperature: 10-30℃
Best condition: A constant-temperature and constant-humidity air-conditioned room
During storage, attention should also be paid to the following:
It is recommended to place sublimation paper on pallets or shelves 15-20 cm above the ground to prevent moisture from affecting the paper.
The stacking height should not exceed 8 layers to prevent long-term pressure deformation on the bottom rolls.
The FIFO (First In, First Out) principle should also be followed.

Compared with standard sublimation paper, adhesive sublimation paper has stronger moisture absorption properties. Changes in the environment may affect its adhesive performance.
Therefore, the following recommendations should be followed:
Storage humidity should be maintained below 70% RH
Keep the plastic bag tightly sealed and store away from direct sunlight
Recommended storage period should not exceed 180 days
For standard sublimation paper, the recommended storage period should not exceed 360 days.
Proper storage methods can effectively reduce production abnormalities and help maintain the stability of every batch of paper.

Sublimation printing is not simply a process of transferring images onto paper.
In actual production, environmental conditions, equipment status, and operating methods can all affect the final results.
For users operating sublimation printers and dye sub printers, Hanrun Paper recommends maintaining the printing environment at 45%-65% RH and using air conditioning and dehumidification equipment to keep production conditions stable.
During printing, special attention should be paid to the following:
If the printing side cannot be identified, water can be applied with a finger to test both sides of the paper.
The side with a more noticeable smooth and slippery feeling is usually the printing side.
For single-sheet products, the front side is normally facing the opening direction of the packaging bag.
During production, it is recommended to print test strips regularly to confirm printhead conditions.
This helps prevent abnormal colors or image defects caused by partial printhead clogging.
Every time a new roll is installed, it is recommended to print CMYK four-color or six-color test blocks and perform an actual transfer test.
Begin mass production only after confirming color stability.
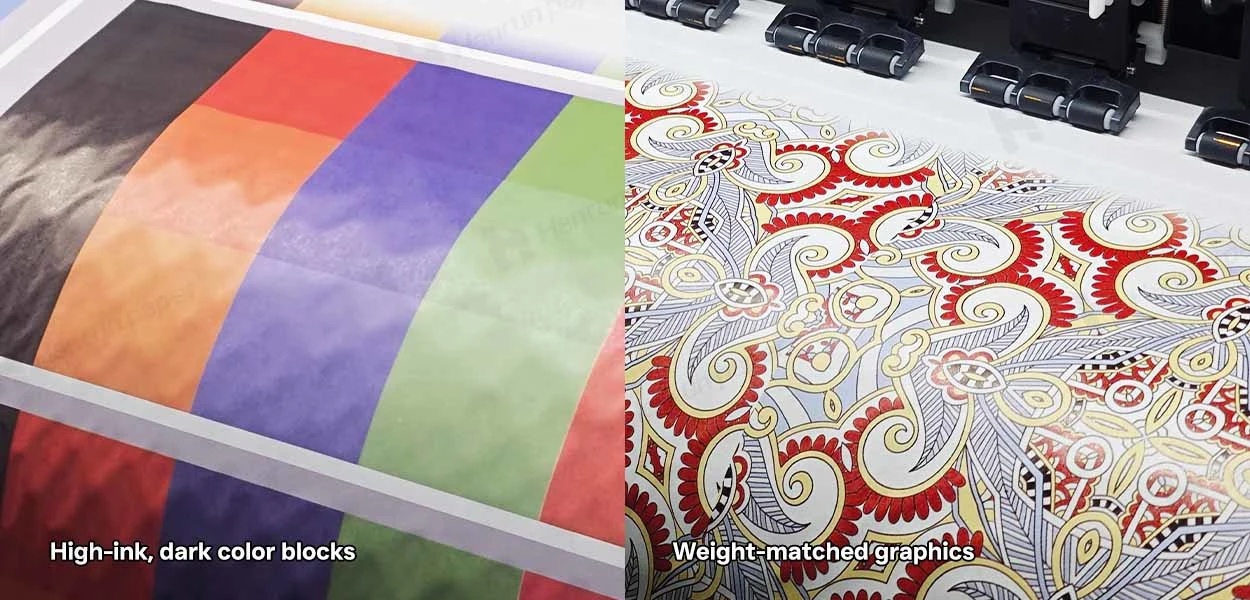
For large-area dark-color designs:
90-100g sublimation paper is recommended.
If using 60-80g paper, pay attention to moisture control and maintain the printing environment humidity at around 50%.
Printed sublimation paper also requires proper storage after printing.
Recommended conditions:
Item |
Standard |
|
Storage method |
Roll loosely in a plastic bag and store vertically |
|
Environmental humidity |
45%-65% RH |
|
Environmental temperature |
15-30℃ |
|
Recommended transfer time |
More than 8 hours after printing |
After sufficient drying, the printed paper can recover a certain level of stiffness, making the transfer process smoother and improving transfer efficiency.
If production is urgent, it is still recommended to wait at least 1 hour to allow the ink to dry sufficiently.
Otherwise, during high-temperature heat sublimation transfer, rapid evaporation of moisture may cause issues such as vapor formation and color differences.
During the heat sublimation process, correct operating procedures are essential for achieving stable transfer results.
Whether using traditional sublimation printers or a professional sublimation heat press system, the following standards should be followed:
Item |
Operation Requirements |
|
Ink condition |
Ensure the ink is completely dry before transfer |
|
Mass production |
Conduct small sample tests first to confirm temperature and time settings |
|
Pre-transfer preparation |
Remove dust and fibers from the paper surface and fabric |
|
Adhesive sublimation paper usage |
Complete transfer within 24 hours after printing |
|
Excessive adhesion |
After heat pressing, wait 3-5 minutes for cooling before peeling |
Problem |
Common Cause |
Recommended Adjustment |
|
Paper wrinkling during printing or printhead rubbing |
Excessive ink volume or unsuitable humidity conditions |
Adjust humidity and select a more suitable paper weight |
|
Transfer vapor |
Ink not fully dried or high moisture content in paper |
Extend drying time |
|
Color difference |
Different printhead conditions or transfer parameters |
Check equipment and standardize settings |
|
Ink sticking on the back side |
High ink volume or insufficient drying |
Strengthen drying process and improve storage conditions |
For Hanrun Paper, sublimation paper is not just a product, but a professional digital textile printing solution built on independent manufacturing capabilities, strict quality management systems, and years of industry experience.
From raw material control and production processes to packaging, transportation, warehouse management, and printing and transfer guidance, every stage has been verified through long-term industry experience.
Relying on its independent factory, standardized production process, ISO quality management system, and professional technical support, Hanrun continues to provide customers worldwide with stable and reliable sublimation paper products and comprehensive application services.
Customers receive not only a roll of paper, but also a stable, efficient, and trustworthy digital textile printing solution.